Dalam pemprosesan batch komponen jenis skateboard (seperti landasan panduan dan slider ketepatan), sistem perkakas tradisional menghadapi dua kesesakan utama:
● Ketepatan kedudukan yang berulang-ulang: kesilapan kumulatif dari pelbagai operasi pengapit melebihi 0.1mm (sejajar dengan toleransi kelas ISO 2768-m), yang menjejaskan keserasian permukaan mengawan (biasanya diperlukan ≤0.05mm per 100mm);
● Perubahan alat yang tidak cekap: Beralih antara lekapan khusus mengambil masa lebih dari 45 minit setiap contoh, mengakibatkan kadar penggunaan peralatan di bawah 60% ( Sumber: Annals CIRP 2022, 71 (1), ms 333-336 ).
Analisis inovasi teknologi teras
I. Reka Bentuk Topologi untuk Pengapit Elaun
1.1 Struktur Kekangan Elaun Melangkah
Mekanisme pengapit dua langkah:
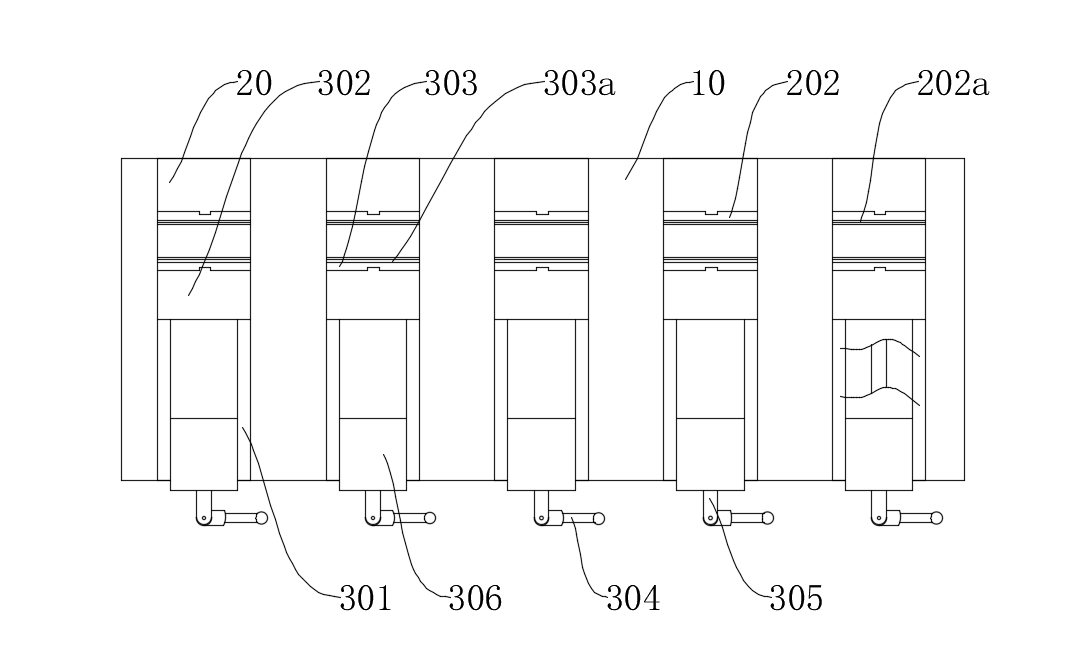
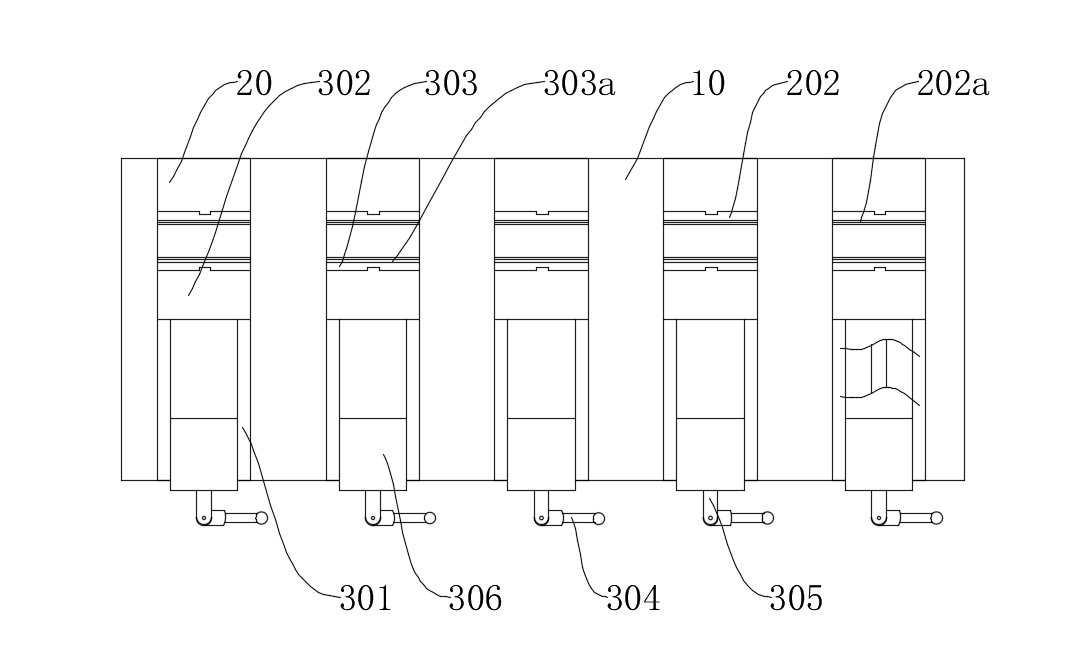
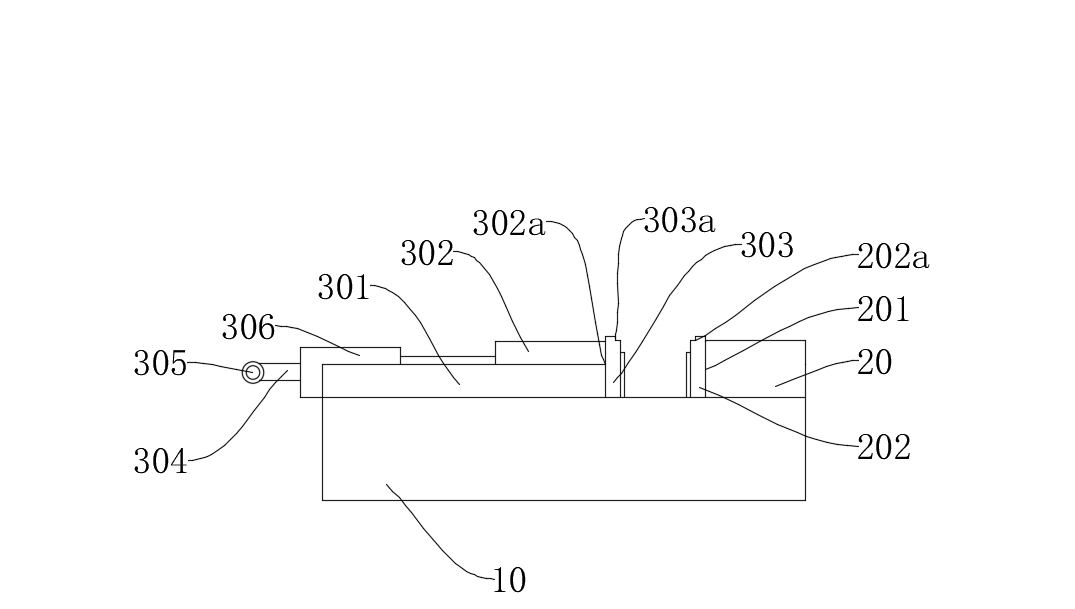
● Blok tetap (20) dan blok penjepit (302) dilengkapi dengan langkah pertama dan kedua (202a/303a). Ketinggian langkah -langkah ini dipadankan dengan elaun pemesinan (dengan toleransi ± 0.01mm);
● Dengan mengoptimumkan sudut kecenderungan langkah hingga 75 ° ± 1 ° melalui analisis elemen terhingga, mekanisme mencapai perkadaran galas daya ricih melebihi 85% (berbanding hanya 30% dalam kaedah pengapit planar tradisional).
Peningkatan ketepatan pemesinan:
● Pemesinan sampingan diselesaikan dalam satu operasi pengapit tunggal, dengan kesilapan ketepatan kedudukan ≤0.02mm (mesyuarat standard gred GB/T 1184-K);
● Nilai kekasaran permukaan RA secara konsisten dikekalkan di bawah 0.8μm (seperti yang diuji mengikut piawaian ISO 4288).
Ii. Sistem Perubahan Peralatan Rapid Modular
2.1 Seni bina modular plug-in
Reka bentuk dwi-slot:
● Slot pemasangan pertama/kedua (201/302a) menggunakan H7/G6 Fit, yang, digabungkan dengan kunci kedudukan, mencapai ketepatan kedudukan berulang ± 0.005mm;
● Masa penggantian modul adalah ≤3 minit setiap sekeping (berdasarkan data pengukuran sebenar), menyokong penukaran bahan kerja dengan ketebalan antara 5mm hingga 50mm.
2.2 memaksa mekanisme pemacu gelung tertutup
● Skru (305) menggunakan benang trapezoid dua kali ganda (TR16 × 4p8), yang, bersempena dengan blok peralihan (306), membolehkan kadar mikro-makanan sebanyak 0.02mm setiap revolusi;
● Rod kawalan (304) menggabungkan tork limiter (ditetapkan pada 15N · m) untuk mengelakkan kerosakan bahan kerja daripada beban.
Jadual Perbandingan Parameter Teknikal Utama
| Petunjuk Prestasi | Teknologi yang dipatenkan ini | Peralatan skateboard tradisional | Ujian Standard |
| Ketepatan kedudukan berulang | ≤0.005mm | ≥0.03mm | ISO 230-2 |
| Masa Perubahan Peralatan | ≤3 minit | ≥45 minit | VDI 2862 |
| RAK RA | ≤0.8μm | ≥1.6μm | ISO 4288 |
| Daya pengapit maksimum | 12kn | 8kn | DIN 55189 |
Pengesahan dalam senario pemesinan biasa
Kes 1: Pemesinan Slider Panduan Linear
● Machined 18 slider spesifikasi yang berbeza dengan masa perubahan perkakas kumulatif selama 38 minit (perkakas tradisional memerlukan 13.5 jam);
● Kesalahan perpendicularity permukaan sampingan adalah ≤0.015mm setiap 100mm (memenuhi keperluan standard GB/T 1184 ≤0.05mm).
Kes 2: Pemesinan lubang kumpulan plat injap hidraulik
● Menyelesaikan pemesinan 12 permukaan mengawan dalam satu operasi pengapit tunggal, mencapai nilai CPK sebanyak 1.67 untuk ketepatan kedudukan (memenuhi piawaian Six Sigma);
● Kehidupan alat dilanjutkan sebanyak 40% (disebabkan oleh tahap getaran yang dikurangkan ke bawah 0.5g).
Paten ini mentakrifkan semula paradigma reka bentuk untuk alat pemesinan batch melalui dua laluan teknologi: pengoptimuman topologi kekangan elaun dan kuasa modular yang ditutup gelung. Menurut carian baru (dijalankan melalui inovasi Derwent), struktur ini mencapai Indeks Kecekapan Perubahan (CEI) sebanyak 0.92, yang mewakili peningkatan 210% ke atas penyelesaian yang sama dan meletakkannya di barisan hadapan teknologi bidang niche.
Jika anda ingin mengetahui lebih lanjut, sila hubungi Mingxu Machinery untuk mendapatkan laporan paten yang lengkap: [email protected] .



 Inggeris
Inggeris
 Español
Español
















Hubungi Kami