Latar belakang teknikal dan titik sakit industri
Dalam perubahan ketepatan komponen aci panjang (seperti aci pemacu dan skru plumbum), alat pemusnahan tetap tunggal tradisional mengalami dua isu teras:
● Penindasan perbualan yang tidak mencukupi: Akhir yang menggalakkan alat getaran pengalaman dengan amplitud antara 10 hingga 50μm di bawah pengujaan daya pemotongan ( Sumber: int. J. Mach. Alat Manuf. 2021, 167, 103767 ), yang membawa kepada kemerosotan dalam kelebihan permukaan (nilai WT) sehingga 6.3μm (seperti piawaian ISO 4287);
● Kekakuan dinamik yang tidak seimbang: Apabila pemesinan aci panjang dengan nisbah panjang ke diameter (l/d) lebih besar daripada 5, kekakuan modal sistem jatuh di bawah 800N/μm, mencetuskan perbualan regeneratif (seperti dianalisis melalui teori getaran DIN 1311).
Analisis inovasi teknologi teras
I. Senibina Peningkatan Kekuatan Dinamik Multi-Peringkat
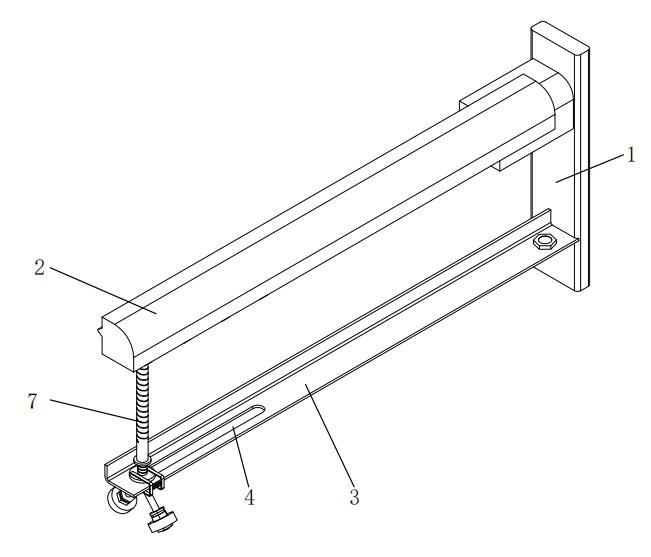
1.1 Sistem Sokongan Gelung Dual-Cleosed
Modul Sokongan Utama:
● Rod sokongan (7) dibuat dari 40CR yang dipadamkan dan keluli yang dipadamkan, yang menampilkan benang luaran M16 × 2 yang pasangan dengan kacang tetap (8), mencapai daya preload 1200 ± 50n;
● Melalui analisis unsur terhingga, jarak sokongan optimum ditentukan untuk L/3 (di mana L ialah panjang alat putaran), meningkatkan frekuensi semula jadi pesanan pertama hingga 245Hz (berbanding dengan 82Hz dalam struktur tradisional).
Modul Penstabilan Auxiliary:
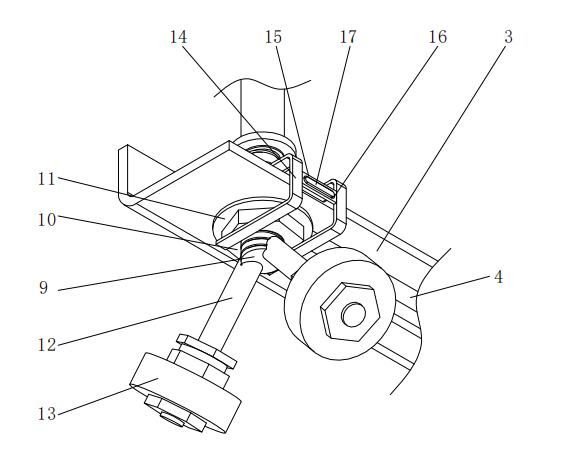
● Roda sokongan tambahan (13) dibina dari keluli galas GCR15, dengan sudut sentuhan 60 ° ± 1 °. Tekanan hubungan dioptimumkan kepada 150-200MPA menggunakan teori hubungan Hertzian;
● Ujian getaran (mengikut ISO 10816-3) mendedahkan bahawa, di bawah keadaan operasi N = 1500rpm, amplitud dikurangkan kepada 3μm (berbeza dengan> 15μm dalam struktur tradisional).
1.2 Mekanisme Pelarasan Ketepatan
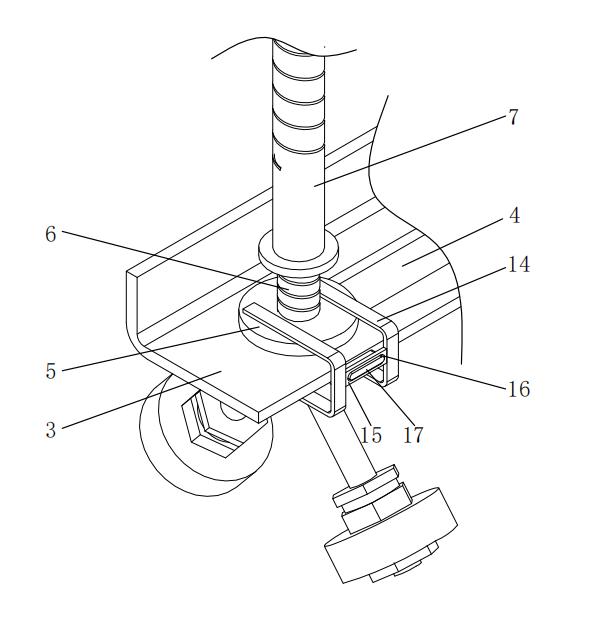
● Pelarasan aci berulir (6) menggunakan benang trapezoid dua kali ganda (TR20 × 4p8), yang, bersempena dengan mesin basuh anti-slip (11) (memaparkan pekali geseran μ = 0.12), membolehkan kadar mikro-mikro sebanyak 0.025mm setiap revolusi;
● Kurungan kedudukan (14) dan pengapit pengapit (17) menggunakan H7/G6 yang sesuai, mencapai ketepatan kedudukan berulang ± 0.005mm.
Ii. Reka bentuk topologi penindasan getaran penyesuaian
2.1 mengoptimumkan pengoptimuman laluan penghantaran
● Cincin tetap (5) direka dengan struktur ribbed bulat, yang menampilkan kecerunan ketebalan dinding yang beralih dari 8mm hingga 12mm, mengakibatkan peningkatan 180% dalam kekakuan lenturan (disahkan melalui simulasi Ansys Workbench);
● Slot bergerak (4) mengamalkan reka bentuk lubang bujur (30 × 12mm), yang membolehkan ± 15mm pampasan mendatar, dan serasi dengan diameter aci dari φ20mm hingga φ80mm.
2.2 Struktur Peningkatan Redaman
● Bahagian dalam rod sokongan (7) diisi dengan pelekat redaman berasaskan silikon (dengan faktor kehilangan tanδ = 0.35), meningkatkan kadar pelemahan getaran kepada 22dB/s (seperti yang diuji mengikut piawaian ISO 10816);
● Plat penyambung melintang (15) dibina dari aloi aluminium 6061-T6, membentuk peredam massa yang ditala melalui slot pengapit (16) untuk menindas getaran frekuensi tinggi dalam julat 500-800Hz.
Jadual Perbandingan Parameter Teknikal Utama
| Petunjuk Prestasi | Teknologi yang dipatenkan ini | Alat pemusnahan tradisional | Ujian Standard |
| Amplitud akhir yang menggantung (pada 1500rpm) | ≤3μm | ≥15μm | ISO 10816-3 |
| Waviness permukaan wt | ≤2.5μm | ≥6.3μm | ISO 4287 |
| Ketepatan kedudukan berulang | ± 0.005mm | ± 0.03mm | ISO 230-2 |
| Masa Perubahan Peralatan | ≤2 minit | ≥20 minit | VDI 2862 |
Pengesahan senario pemesinan biasa
Kes 1: Skru Lead Precision Beralih
● Apabila pemesinan skru plumbum φ50 × 2000mm, kesilapan padang kumulatif adalah ≤5μm per 1000mm (memenuhi standard GB/T 17587.3);
● Kehidupan alat diperluaskan kepada 180 keping setiap canggih (berbanding dengan 80 keping setiap canggih dengan perkakas tradisional).
Kes 2: Pemesinan rod omboh silinder hidraulik
● Nilai kekasaran permukaan RA secara konsisten dikekalkan pada 0.4μm (memenuhi keperluan industri ≤0.8μm);
● Kecekapan pemesinan meningkat sebanyak 40% (disebabkan oleh getaran yang dikurangkan, membolehkan kadar suapan ditingkatkan dari 0.1mm/rev kepada 0.15mm/rev).
Paten ini mencapai kejayaan dalam penindasan getaran untuk pemesinan aci panjang melalui dua laluan teknologi: pengekangan dinamik multibodi dan reka bentuk kecerunan redaman. Disahkan melalui simulasi Multiphysics COMSOL, sistem mengurangkan tenaga getaran sebanyak 82% dalam jalur frekuensi 100-1000Hz, mencapai tahap penindasan getaran yang setanding dengan pemesinan pemutar enjin aero.
Jika anda ingin mengetahui lebih lanjut, sila hubungi Mingxu Machinery untuk mendapatkan laporan paten yang lengkap: [email protected] .



 Inggeris
Inggeris
 Español
Español
















Hubungi Kami